



Cov kev cai ntawm kev ua raws li cov qauv nruj dua ntawm kev siv tsheb emissions thiab roj noj tau ua rau tag nrho kev lag luam tsheb sib tsoo kom tau raws li cov kev txhim kho no.Yuav kom txo tau cov roj noj thiab tso pa tawm, cov txheej txheem ib txwm siv los txo qhov hnyav ntawm lub tsheb.Yog li ntawd, aluminium alloy lub tog raj kheej thaiv es tsis txhob cam khwb cia hlau tau hloov zuj zus mus rau hauv txoj kev loj hlob qauv.Tsis tas li ntawd, lub combustion efficiency ntawm lub cav tuaj yeem txhim kho zoo kawg nkaus los ntawm kev txo cov kev sib txhuam hauv lub cav.Yog li ntawd, lub tsheb tshiab cav tshuab ntawm "lub tog raj kheej Liner tsawg" tau nyiam cov xim ntawm ntau lub tuam txhab tsheb.
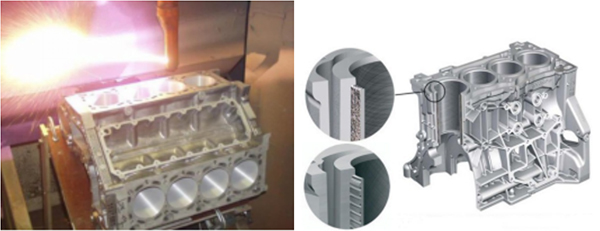
Automotive cav (s) lub tog raj kheej liner tsawg thev naus laus zis tau ua tiav los ntawm kev qhia txog thermal spraying technology.Daim ntawv thov ntawm thermal txau yog ua thaum lub cav thaiv cov txheej txheem tsim khoom.Cov tshuaj tsuag yog siv rau saum npoo ntawm pretreated aluminium engine lub tog raj kheej bores.Cov tshuaj tsuag ntxiv cov khaubncaws sab nraud povtseg ntawm qis-carbon alloy txheej los hloov cov tsoos cam khwb cia hlau lub tog raj kheej liner.Kev ua cov cylinder blocks uas tsis muaj liners suav nrog cov hauv qab no tag nrho cov khoom siv thiab kev siv:
● cov casting
● ntxhib machining lub tog raj kheej thaiv
● texturing-roughing li lub tog raj kheej bore
● preheating saum npoo
● thermal txau
● tiav machining
● tiav honing
Cov txheej txheem tseem ceeb ntawm lub tog raj kheej tsawg dua liner thev naus laus zis tau ua rau ntawm qhov chaw coaxial (ob lub tog raj kheej uas nws cov cylindrical nto muaj cov kab uas dhau los ntawm cov voj voog concentric nyob rau hauv ib lub dav hlau muab thiab yog perpendicular rau lub dav hlau no) los ntawm roughing ntawm lub tog raj kheej nto.Qhov no yog pom tau los ntawm:
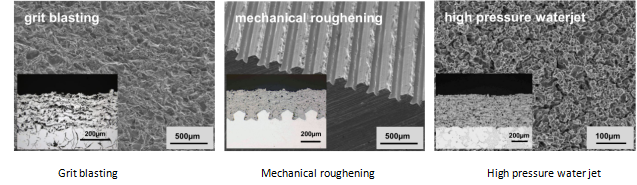
Lub hom phiaj ntawm qhov chaw roughening yog yuav tsum tau ua kom cov cheeb tsam saum npoo los tsim cov txheej txheem saum npoo uas tso cai rau cov txheej txheem sib txuas ua ke rau saum npoo ntawm lub substrate, ua kom cov neeg kho tshuab tom cov txheej txheem rau lub substrate thiab ua kom muaj zog ntxiv thiab txhim kho qhov chaw. Cov ntaub ntawv khi lub zog.Deg roughening yog ua nyob rau hauv ntau txoj kev, xws li grit blasting, mechanical roughing, thiab high-pressure water-jet roughening.Grit blasting yog feem ntau siv roughening kev kho mob thiab siv rau tag nrho cov hlau nto roughening.
Cov hlau saum npoo tuaj yeem raug ntxuav tom qab, roughened thiab ua heev reactive tom qab sandblasting.Qhov no roughened nto yog ces ntxuav nrog roj-dawb siab siab qhuav cua ua ntej siv cov txheej txheem txau.
Roughing (Surface Activation) kuj tuaj yeem ua tau los ntawm kev siv lub tshuab.Thiab muaj cov txheej txheem uas lub txhuas nto yog zoo li tus rau hauv ib qho contour.Qhov no yog ua los ntawm kev siv ib lub axis machining chaw thiab siv cov cuab yeej txiav.Qhov no yog ib lub sij hawm ua kom tiav cov yam ntxwv nyob rau hauv tus nqi zoo mus kom ze.Nyob rau hauv cov ntaub ntawv ntawm cov laus abrasive cam khwb cia hlau lub tog raj kheej, cov cuab yeej siv ntau dhau thiab tsim kua muag tau tsim feem ntau ua rau qhov kev lag luam tsis tsim nyog.
High-pressure dej dav hlau roughening tsuas yog siv tau rau txhuas lub tog raj kheej thiab tsis siv nrog cam khwb cia hlau lub tog raj kheej.Cov txheej txheem dej dav hlau tsis siv cov khoom siv kim heev.Txawm li cas los xij, kev siv cov dej dav hlau ncaj qha rau ntawm qhov chaw substrate tsuas yog ua tiav thaum qhov chaw qhuav.Thiab txawm tias tom qab ntawd tus nqi ntawm qhov roughness yog qhov tsawg dua piv rau lwm cov txheej txheem.
Deg roughening raws li cov txheej txheem tseem ceeb hauv cov tshuab tsis yog lub tog raj kheej ncaj qha cuam tshuam rau kev sib txuas ntawm lub zog thiab txheej txheej ntawm cov txheej txheem.Yog li ntawd, nws yog ib qho tseem ceeb uas yuav tau xyuam xim rau cov txheej txheem nto roughening hauv kev siv lub tog raj kheej tsawg lub tog raj kheej thaiv tshuab.Kev xaiv cov txheej txheem roughing tsim nyog yog qhov tseem ceeb hauv kev ua tiav qhov zoo tshaj plaws ua kom lub ntsej muag thiab kev ua haujlwm ntau lawm.
Post lub sij hawm: May-26-2021



